
翻译并写入小编的理解于原文:https://mattshub.com/2017/04/19/extruder-calibration/
想要打印出高质量的3D模型,学会校准挤出头就相当重要了。
校准挤出头有两个部分:一,调整固件中的挤出机的每单位步长值;二,调整挤出宽度/挤出倍数的关系。
我们必须按照这个校准顺序进行操作。因为,我们先要弄清楚有多少耗材被送入热端(这跟挤出宽度,挤出倍数,耗材直径等数值无关),然后再继续观察挤出头实际上有多少被挤出。
本篇文章,先重点讲解调整固件中的挤出机的每单位步长值(Steps per unit (step/mm))。
校准挤出头的Step/mm
校准的方法是我们要用Gcode控制挤出头,挤出100mm的耗材,然后我们测量它实际挤出的长度。
测量
要做到这样的测量,非常简单,首先我们从挤出机进料的地方开始测量120mm的耗材长度,然后用笔做下标记,记下这个参考点。然后,把3D打印机连接你的电脑,使用一些可发送Gcode命令的切片软件控制你的打印机,例如Pronterface,Simplfly3D,Repetier Host 等等)。
先把挤出机加热到平时打印时的温度,然后我们输入Gcode命令:
M83
这是把挤出机切换成相对模式。
模式设置完成后,开始控制3D打印机挤出100毫米的耗材,输入Gcode命令:
G1 E100 F100
等待挤出机停止,大概60秒左右的时间。为什么会这么慢?因为在缓慢的速度挤出耗材,可以确保耗材推入喷嘴,让喷嘴中的压力影响降低到几乎为0,这也有助排除温度的影响。
当挤出机停止,说明机器已经认为自己挤出了100毫米长度的耗材,但实际是否如此呢?这时候,我们用一把尺子就能简单的测量,测量刚才标记的位置与挤出机的距离。
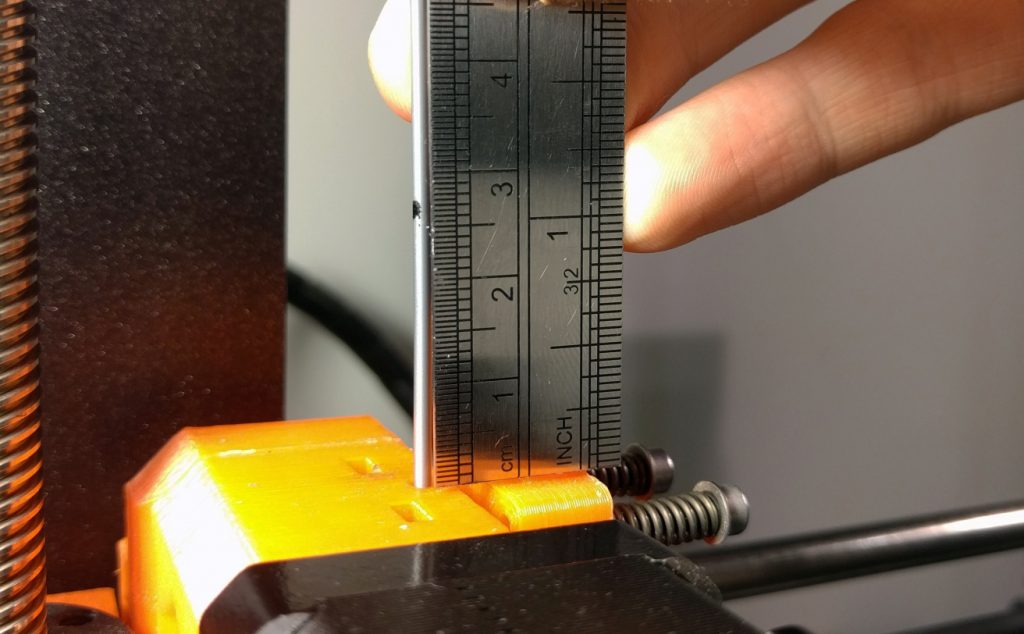
如果,你测量出来刚好是20毫米,那么恭喜你,挤出机是已经校准好的。
如果测量出来的结果大于或者小于20毫米,表示挤出过多或者挤出过少。怎么办呢?不用担心,解决这个问题的操作也相当简单,需要先做一些数学计算,然后使用Gcode命令更新3D打印机的参数即可,一起来做做吧。
在这上图,我测量的长度是26毫米,当控制挤出100毫米是,而实际仅挤出了94毫米。
120 - 26 = 94(实际挤出长度)
更新数值
我们知道实际的差距,现在就要查看3D打印机的每单位步长(Steps per unit)的设置。输入Gcode命令:
M503
这命令会返回3D打印机EEPROM中保存的所有参数值,如下图:
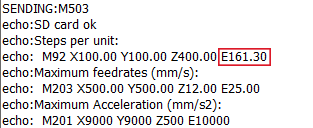
我们只关心每单位步长(Steps per unit)E的数值,例如在这实例中是161.30。
我们先计算原始挤出机挤出100mm的总步数。
161.3 x 100 = 16130
基于这个16130步数可以挤出100,而实际上只挤出94,所以得出公式
完美的每单位步长:y x 94 = 16130
y = 16130 / 94
y 约等于 171.6
171.6就是我们这次新校准后的每单位步长(Steps per unit)E的数值。接下来就是把数值保存到3D打印机。也是非常简单的操作。输入Gcode命令:
M92 E171.6
即可更新到3D打印机,但这时如果关机了,数据便会丢失,所以需要再输入Gcode命令:
M500
完成保存(Prusa I3 Mk2 必须运行最新的固件版本才能保存到EEPROM)
为了确保所有操作正确,请现在关闭3D打印机,然后输入Gcode命令:
M503
即可查看刚才更新的数值是否已经更新了。
然后继续测试校准,直到所剩下耗材为20毫米。
() ()