
近日3D Hubs发布的《3D Printing Handbook》在亚马逊网上书店上市后一天就卖断货,可见3D打印玩家们多么渴望高质量的3D打印知识总结。最近3D Hubs又发布了3D打印设计规范,其中覆盖了FDM,SLA,SLS,Material Jetting, Binder Jetting, Direct Metal Laser Sintering 6种技术的设计规范,的确是值得收藏的材料。
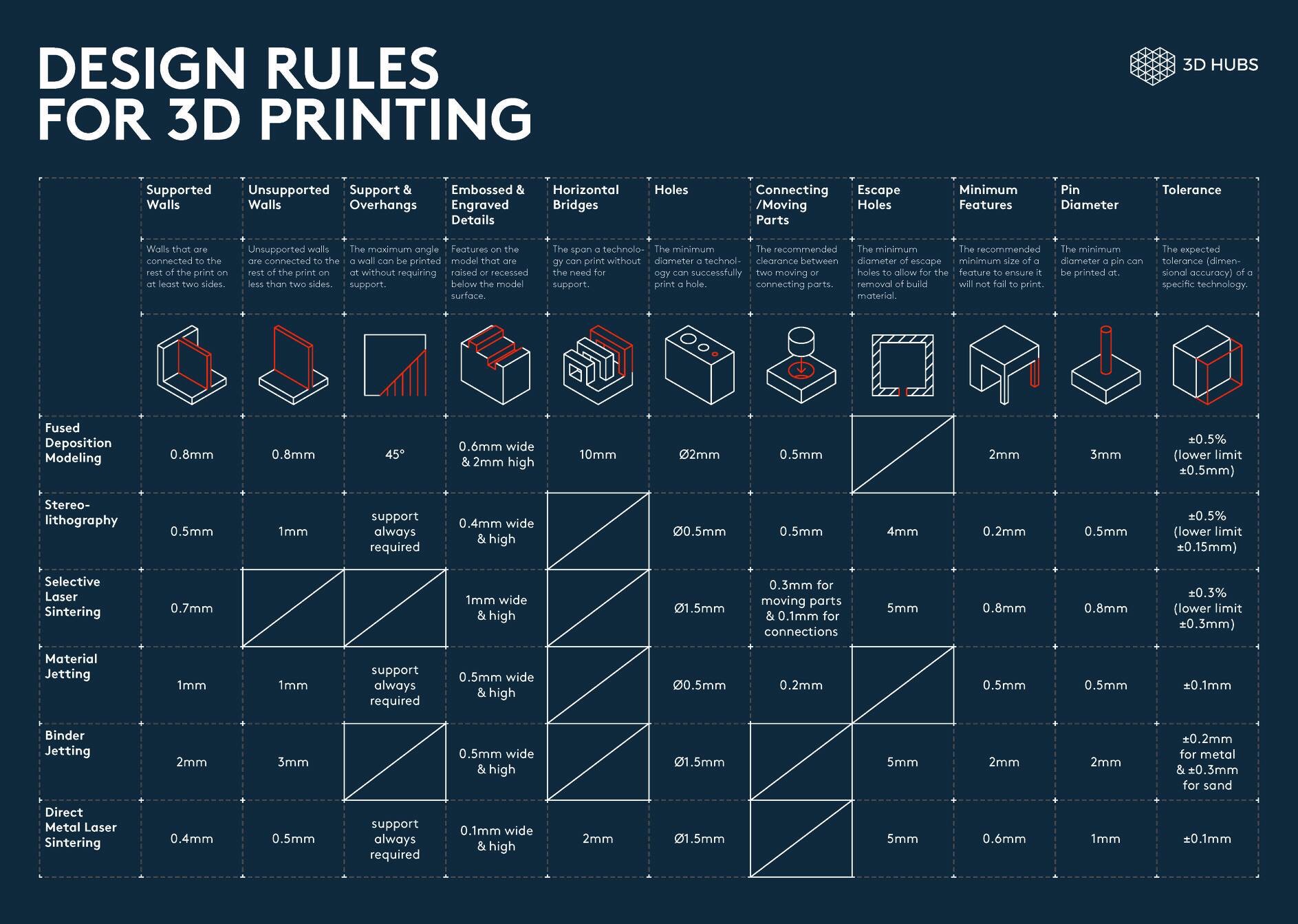
连接支撑面的墙 - Supported Walls
至少连接了两个平面的墙结构特征
| 技术 | 最小特征 |
|---|---|
| FDM | 0.8mm |
| SLA | 0.5mm |
| SLS | 0.7mm |
| Material Jetting(MJ) | 1mm |
| Binder Jetting (BJ) | 2mm |
| Direct Metal Laser Sintering | 0.4mm |
无连接支撑面的墙 - Unsupported Walls
连接少于两个平面的墙结构特征
| 技术 | 最小特征 |
|---|---|
| FDM | 0.8mm |
| SLA | 1mm |
| SLS | 无要求 |
| Material Jetting(MJ) | 1mm |
| Binder Jetting (BJ) | 3mm |
| Direct Metal Laser Sintering | 0.5mm |
支撑和悬挂 - Support & Overhangs
不需要打印支撑的平面的最大角度
| 技术 | 最大角度 |
|---|---|
| FDM | 45° |
| SLA | 总是需要支撑 |
| SLS | 无要求 |
| Material Jetting(MJ) | 总是需要支撑 |
| Binder Jetting (BJ) | 3mm |
| Direct Metal Laser Sintering | 总是需要支撑 |
浮凸和雕刻 - Embossed & Engraved
在物体表面凸起或者凹陷下去的打印特征
| 技术 | 最小特征 |
|---|---|
| FDM | 0.6mm宽 2mm高 |
| SLA | 0.4mm宽和高 |
| SLS | 1mm宽和高 |
| Material Jetting(MJ) | 0.5mm宽和高 |
| Binder Jetting (BJ) | 0.5mm宽和高 |
| Direct Metal Laser Sintering | 0.1mm宽和高 |
水平的桥 - Horizontal Bridges
根据技术特点可以无须生成支撑的跨度。
| 技术 | 跨度 |
|---|---|
| FDM | 10mm |
| SLA | 不相关 |
| SLS | 不相关 |
| Material Jetting(MJ) | 不相关 |
| Binder Jetting (BJ) | 不相关 |
| Direct Metal Laser Sintering | 2mm |
孔 - Holes
该技术能够打印的最小直径
| 技术 | 最小直径 |
|---|---|
| FDM | 2mm |
| SLA | 0.5mm |
| SLS | 1.5mm |
| Material Jetting(MJ) | 0.5mm |
| Binder Jetting (BJ) | 1.5mm |
| Direct Metal Laser Sintering | 1.5mm |
连接或者活动部件 - Connecting / Moving Parts
连接件或者活动部件之间的建议预留空隙
| 技术 | 最小特征 |
|---|---|
| FDM | 0.5mm |
| SLA | 0.5mm |
| SLS | 活动部件0.3mm;连接件:0.1mm |
| Material Jetting(MJ) | 0.2mm |
| Binder Jetting (BJ) | 无 |
| Direct Metal Laser Sintering | 无 |
物料清除孔 - Escape Holes
打印材料能够取出的最小孔的直径,通常打印空心物体时需要把内部的材料取出。
| 技术 | 最小孔直径 |
|---|---|
| FDM | 不能取出 |
| SLA | 4mm |
| SLS | 5mm |
| Material Jetting(MJ) | 不能取出 |
| Binder Jetting (BJ) | 5mm |
| Direct Metal Laser Sintering | 5mm |
最小特征 - Minimum Features
建议能够打印的最小特种尺寸
| 技术 | 最小特征尺寸 |
|---|---|
| FDM | 2mm |
| SLA | 0.2mm |
| SLS | 0.8mm |
| Material Jetting(MJ) | 0.5mm |
| Binder Jetting (BJ) | 2mm |
| Direct Metal Laser Sintering | 0.6mm |
细柱直径 - Pin Diameter
能够打印的最细的柱直径
| 技术 | 最小针直径 |
|---|---|
| FDM | 3mm |
| SLA | 0.5mm |
| SLS | 0.8mm |
| Material Jetting(MJ) | 0.5mm |
| Binder Jetting (BJ) | 2mm |
| Direct Metal Laser Sintering | 1mm |
误差 - Tolerance
该技术预期的误差(尺寸精准度)
| 技术 | 最小孔直径 |
|---|---|
| FDM | ±0.5%(最小误差0.5mm) |
| SLA | ±0.5%(最小误差0.15mm) |
| SLS | ±0.3%(最小误差0.3mm) |
| Material Jetting(MJ) | ±0.1mm |
| Binder Jetting (BJ) | 金属±0.2mm;沙±0.3mm |
| Direct Metal Laser Sintering | ±0.1mm |
如果经验丰富的朋友可能会觉得这个表的数据有点保守,但我觉得这是对通常的机器的一个很好的总结。倘若你的设计不符合其中规范,其实也未必不能打印,但你应该思考是否值得修改设计来让打印更容易,或者要多花心思来调整打印机使模型能顺利打印。
3D Hubs的总结不单单一份设计的参考,也是对各种技术的横向比较。所有的3D打印技术都有它自身的优势和局限性,没有最好的技术,只有最适合的技术。
(图片来源:3D Hubs,文章编写由本文作者完成)